
手机:
152 6322 3118
座机: 0632-5022 009
座机: 0632-5022 009
2021年06月07日
加工中心编程G代码大全,附编程加工案例
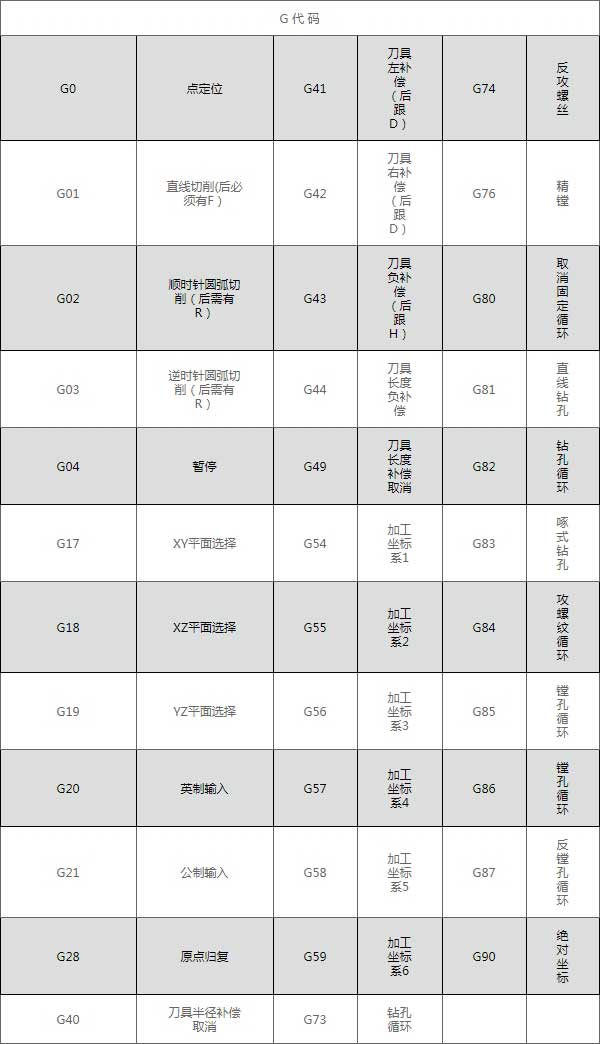
作为一个加工中心操作人员,对编程代码一定不会陌生。G代码是最为常见的加工中心编程代码,常用的指令如下图:
下面小编将通过工件加工的实例来让大家更好的理解加工中心编程代码的使用。
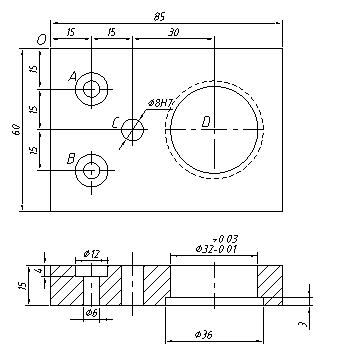
下图为一长方形板类零件,工件材料为45号钢,六面已加工,我们来分析孔加工工艺及编写该零件的加工程序。
零件加工工艺分析
如图所示的零件,其上共有4个孔,两个精度要求不高的φ6/φ12的沉头孔,可以直接钻头钻穿,后采用φ12的立铣刀扩出沉孔。φ8H7的通孔要求精度较高,可以先采用φ7.8的钻头先钻穿,留0.2mm的余量进行铰削加工,保证精度。φ36的沉孔为了保证孔的同轴度和表面的垂直度可以采用背镗工艺,因此该零件安排的加工工艺过程如下:
(1)为保证孔间距精度,先采用中心钻点孔。
(2)采用φ6的钻头钻削两个φ6孔。
(3)采用φ7.8钻头钻削φ8孔留余量0.2mm。
(4)采用φ30钻头钻留余量2mm。
(5)扩φ12沉孔。
(6) 粗镗φ32孔留余量0.03mm。
(7)背镗φ36孔至尺寸。
(8)铰φ8H7。
(9) 精镗φ32孔。
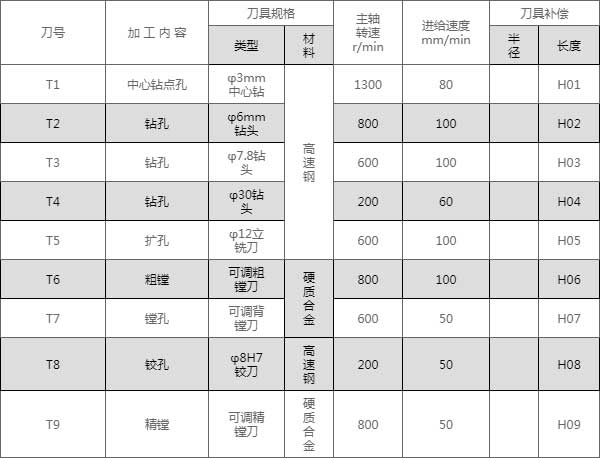
2、刀具及切削用量的选择
加工零件所需的刀具及其切削用量选择见表。
3、确定编程原点位置及相关的数值计算
根据工艺分析,为方便计算与编程,如图10.1所示,选左上角的O点为工件坐标系原点。4个点位的坐标如下:
A(X = 15.00 Y = -15.00) B(X = 15.00 Y = -45.00)4、参考程序
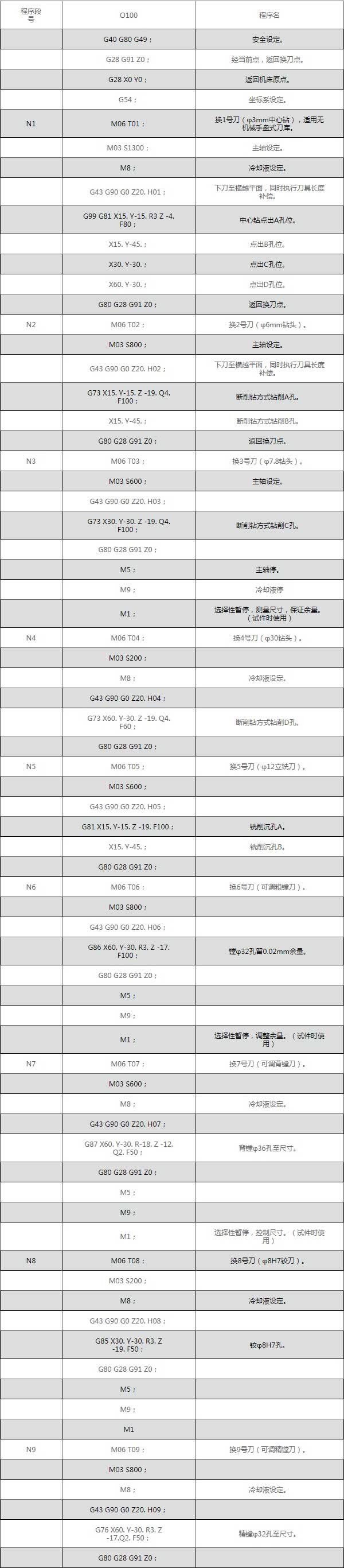
5、加工注意事项
(1)装夹镗刀杆时,要注意首先使用M19控制好准定方位,另外,注意系统内设的退刀方向。
(2)在首件加工要按下选择性暂停按钮,调整好刀具,控制精度
 关注成海机床
关注成海机床