
手机:
152 6322 3118
座机: 0632-5022 009
座机: 0632-5022 009
2020年06月04日
加工中心顺铣逆铣的区别大吗?
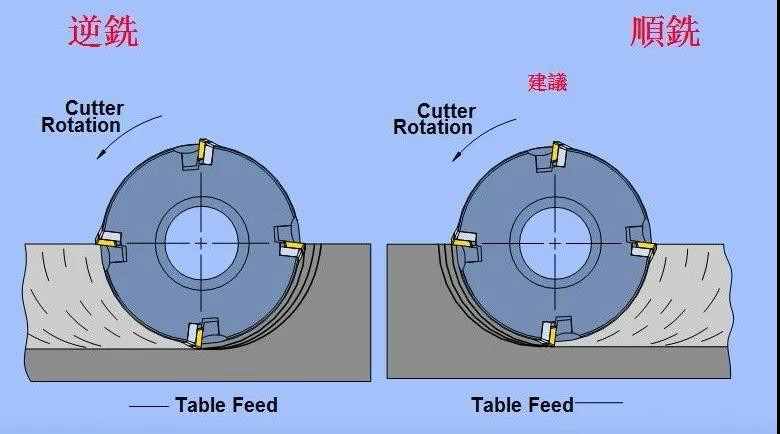
顺铣和逆袭是加工中心的刀具旋转方向和进给方向的不同而产生的加工方式。刀具的旋转方向和工件的进给方向一致叫顺铣,旋转方向和工件的进给方向不一致叫逆铣。顺铣逆铣看似简单,选择起来却并不容易,它跟刀具的使用寿命、磨损度和工件的产品精度息息相关。因此要根据实际的加工情况来区别对待。
加工中心在刀具切削金属是一个非常复杂的过程。切削层在主切削刃和刀面的旋转压力的作用下发生剪切滑移和变形,这影响着切削加工的稳定性和工件的表面质量。顺铣和逆铣由于切屑厚度的不同变化,也直接影响着切屑的塑性变形。
顺铣开始时切屑的厚度一般设置为最大值,这样切出的厚度和切屑变形小,切削力是压向工件的。我们使用顺铣时,会获得良好的工件表面质量。因为顺铣的后刀面磨损较小,具有机床运行平稳的优点。适用于在较好的切削条件下的高合金钢的加工。
逆铣要把工件完全夹紧,否则会有提起工作台的危险。逆铣的切屑厚度为0,在切削过程中切屑的厚度逐步增大到最大值。逆洗会造成刀具挤刀,弹刀的副作用,后刀面磨损加快也会降低刀片的耐用度。在加工高钢合金的过程中易产生表面硬化和表面质量不理想的状况。
总体来说,顺铣的工具寿命较长,加工表面粗糙度较好。但是防震效果和切屑排除性能较差。而逆袭的工具寿命短,加工表面粗糙度差,但防震效果和切屑排除性较好。工件的具体加工时要感觉实际情况来定制加工方案,这样才能把顺铣和逆铣的功能发挥极致。
 关注成海机床
关注成海机床